

科普:中走丝线切割机床如何“搞定”智能锁内精密机械结构件的加工环节
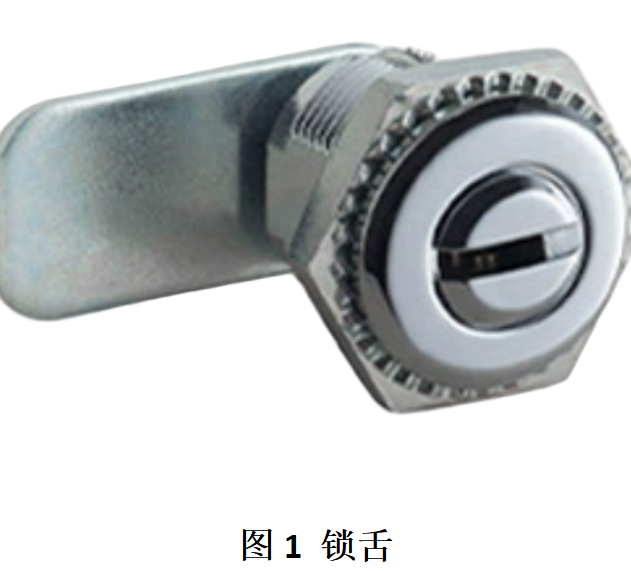
锁舌(见图1)是智能锁的核心机械部件,直接关系到门锁的安全性和可靠性。其主要功能是通过伸缩运动与门框扣盒配合,实现物理闭锁,是抵御外力破坏的第一道防线。在智能锁中,锁舌通常与电机联动,支持自动弹出/收回,并具备防撬、防卡死等设计。应用痛点集中在结构强度不足可能导致暴力破解;机械磨损影响使用寿命;极端环境下(如低温)易出现卡滞问题。当前趋势是采用高强度合金材料,结合压力传感器和异常报警功能,部分高端产品已实现遇阻自动回缩的防夹设计,但成本控制与可靠性平衡仍是行业难点。
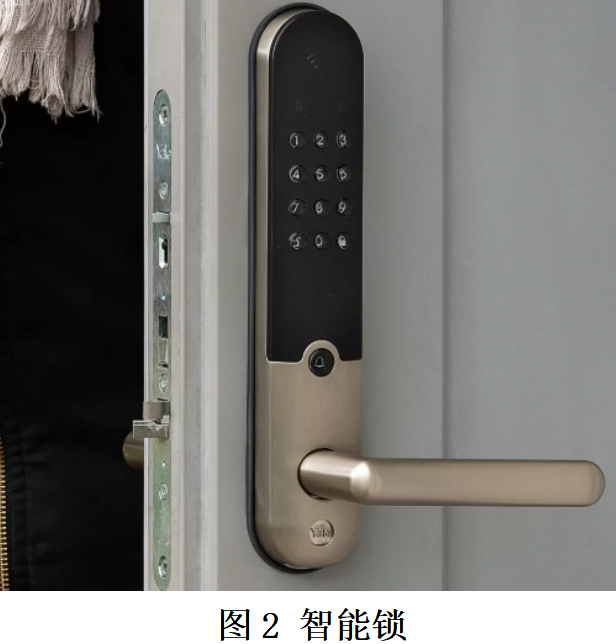
目前智能锁(见图2)锁舌最常用的加工方式是压铸工艺(尤其是锌合金压铸)。它的优势在成本低,适合大规模生产;成型容易,可制造复杂结构;表面处理成熟,可电镀增强耐腐蚀性。劣势在于强度不如不锈钢,抗暴力破坏能力较弱;低端锌合金易氧化,影响耐用性;表面处理不良时易产生毛刺或脱落。
中走丝线切割加工技术是一种介于快走丝和慢走丝之间的电火花线切割工艺,采用镀锌黄铜丝(直径0.1-0.2mm)作为电极,通过高频脉冲放电腐蚀金属实现切割。其走丝速度(6-12m/s)高于慢走丝但低于快走丝,兼具一定加工精度(±0.003mm)和较高效率。该技术支持多次切割,首刀高速粗加工,后续精修以提高表面质量(Ra≤0.7-1.4μm),适用于模具钢、硬质合金等难加工材料。优势在于性价比高,维护成本低于慢走丝;缺点是电极丝损耗较大,长期使用后精度会下降,且对工作液清洁度要求较高,适合中小批量精密零件加工。
中走丝线切割加工相比压铸工艺在智能锁锁舌制造中具有显著优势,主要体现在高精度、材料适应性和结构稳定性方面。中走丝线切割可实现±0.003mm以内的超高精度加工,确保锁舌尺寸一致性,同时能直接处理不锈钢等高硬度材料,大幅提升锁舌的耐磨性和抗暴力破坏能力,而压铸工艺受限于锌合金材料的强度不足和易氧化问题。此外,中走丝加工无需依赖模具,避免了压铸工艺中模具成本高、设计变更周期长的问题,特别适合小批量定制化生产。虽然压铸在大规模生产时成本更低,但中走丝在加工精度、材料性能和产品可靠性方面的优势使其更适用于对安全性要求更高的高端智能锁产品。
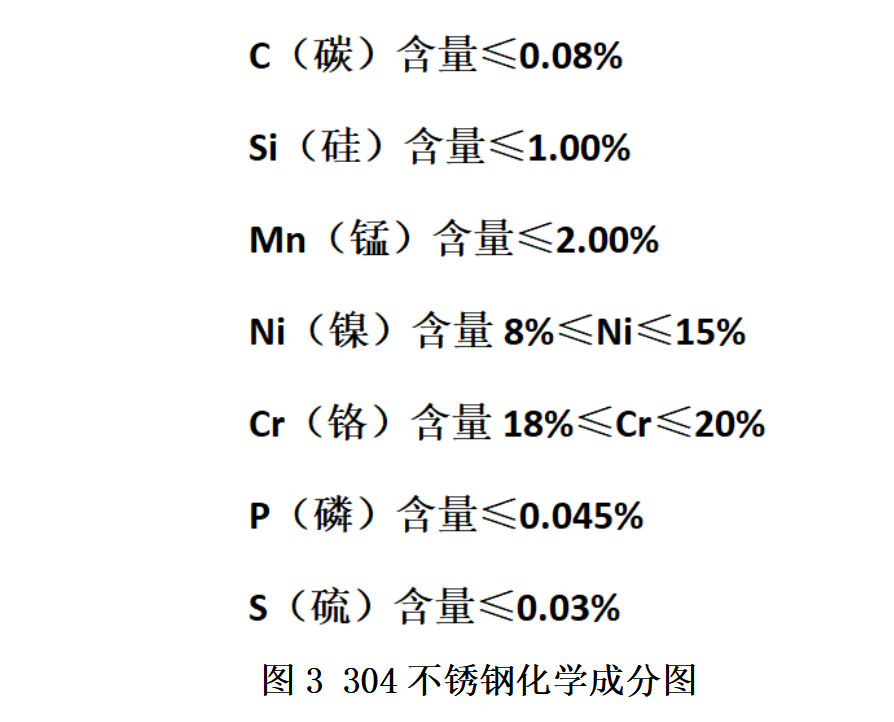
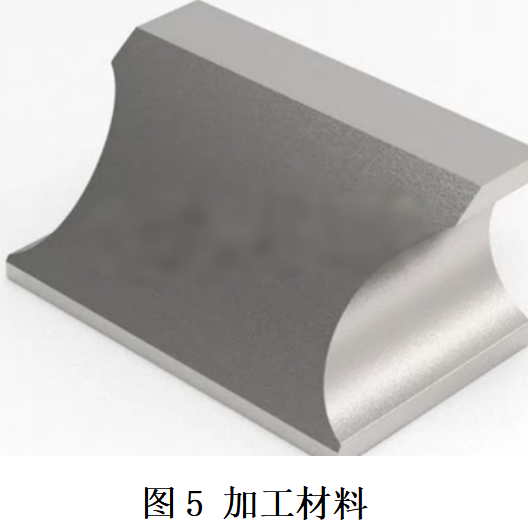
不同于传统锁具常用的锌合金和碳钢材料,智能锁锁舌通常选用机械性能更优的304不锈钢(见图3)。本文所设计的锁舌试样材料与智能锁结构件材料一致,均为304不锈钢。该材料为奥氏体不锈钢,具有出色的耐腐蚀性和加工性能,适用于制造长期使用的安全部件。尽管该不锈钢材料在普通锁具上的应用较少,但中走丝线切割工艺属于精密加工,对材料硬度适应性强,能够满足多种安全锁具的制造需求。
本文以智能锁锁舌为研究对象,通过对行业标准、加工设备、加工流程、参数设置、光学投影检测和粗糙度检测进行测试。本研究验证了中走丝工艺加工高精度锁舌的可行性,为智能锁内精密机械结构件提供了新的技术路线。
行业标准
国际标准
1.ISO 15684:2020(建筑五金 - 电子门锁系统 - 要求和试验方法)
2.EN 12209:2016(名称:建筑五金 - 机械门锁 - 要求和试验方法)
3.ANSI/BHMA A156.36-2019(电子门锁标准)
4.UL 1034:2020(防盗电子门锁标准)
国家标准(中国)
1.GB 21556-2008(锁具安全通用技术条件)
2.GA 374-2019(电子防盗锁)
3.GB/T 38372-2019(智能门锁通用技术条件)
4.GB/T 29315-2022(中小学、幼儿园安全防范要求)
加工设备
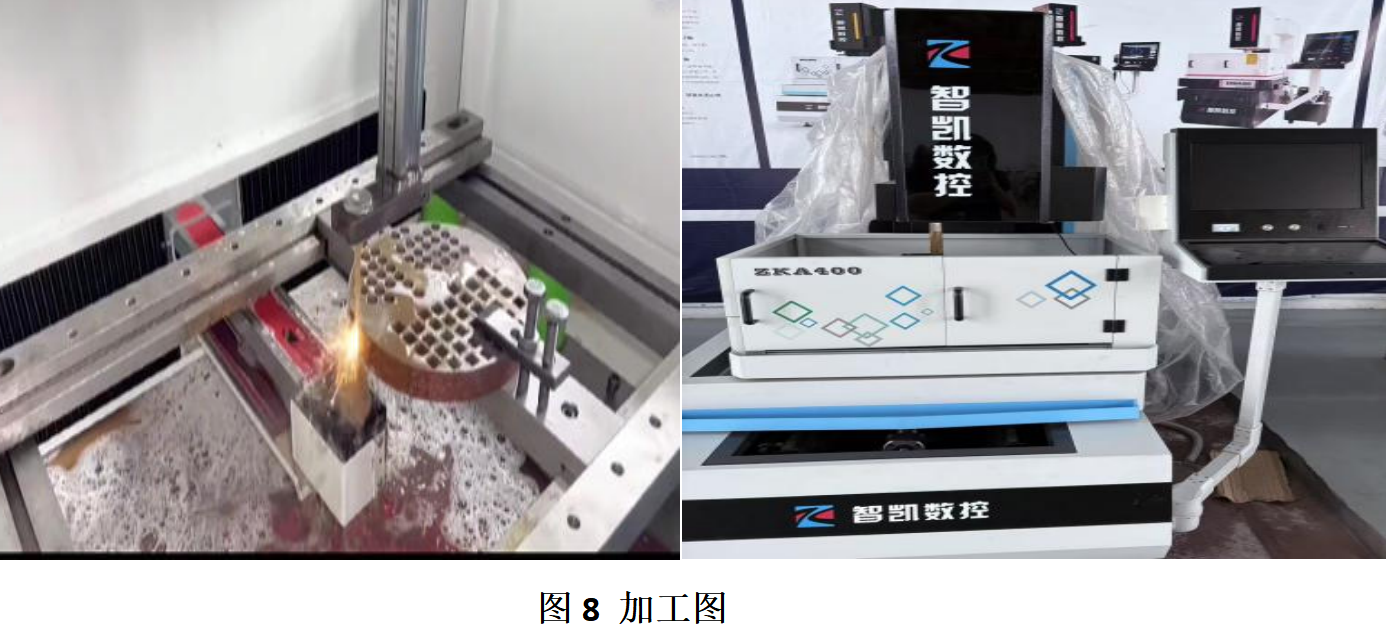
1.设备选择(见图4)
设备:智凯ZKA400 六轴数控线切割机床
标准:T/ZZB 3754-2024《DK77全闭环中走丝线切割机床》
2.设备参数
行程:有效加工行程320*400
锥度:±6°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows10及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,六轴数控
3.功能介绍
X、Y、U、V四轴移动采用交流伺服控制方式
控制系统采用标准ISO代码进行程序控制
编程系统具有将DXF文件直接转成ISO代码功能
可实现X、Y、U、V四轴联动,进行锥度和异形面加工(Z轴电动升降)
图形坐标交换、缩放、旋转
加工模拟、图形跟踪显示功能
短路、断丝报警处理功能
自动对边、找中心等功能
加工流程
1. 将基板表面测试干净
2. 专用夹具固定股基本
3. 图形导入
4. 软件点“开水”检查是否正常
5. 点“加工”一键开始运丝、高频、冲水
6. 开始加工中
参数设置
试加工:
1. 试加工材料
2. 导入图纸
3. 设置参数
4. 开机检查后
5. 开始加工
6. 工件切割完成掉落
样品,成功:如下图
成品OK,无灼烧、发黑变色等问题
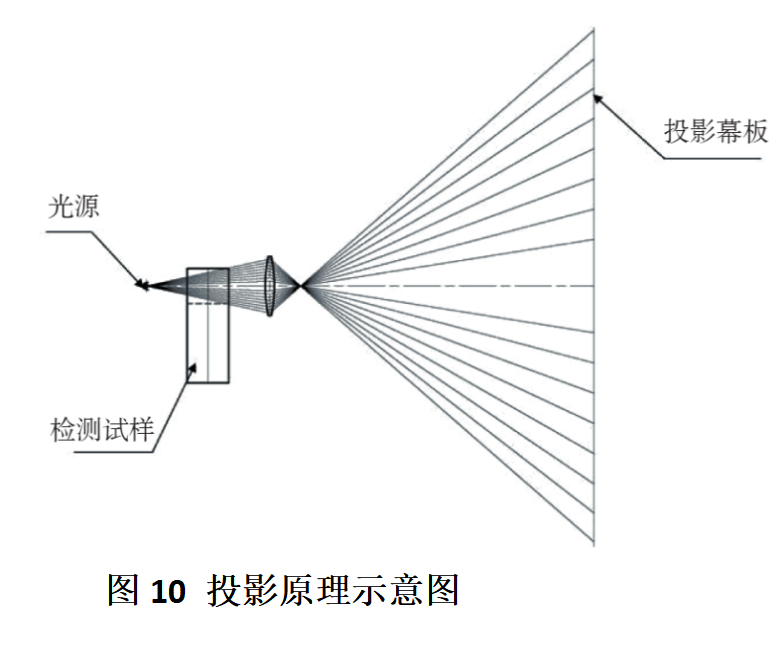
光学投影检测
为进一步验证中走丝工艺加工的锁舌轮廓公
差,设计标准检测样板对锁舌试样轮廓进行光学投
影检测。检测样板选用热胀冷缩变形较小的有机玻
璃,检测样板轮廓按照实际锁舌轮廓放大50倍加
工,且保证加工后锁舌轮廓精度达到8μm 以内。
粗糙度检测
对锁舌试样进行表面粗糙度检测,通过与标准
粗糙度样块进行对比,确定锁舌加工表面的粗糙度
等级。检测结果表明,锁舌试样加工表面粗糙度为
Ra0.7-Ra1.4,满足Ra ≥0.7 的要求。
若您希望进一步探索,锁舌的高效替代方案(如异形锁舌适配雪板基座、动态承压优化);智能锁内齿轮/传动件替代固定系统核心部件(如连接片、扭矩调节模块)的精密加工工艺;不锈钢/钛合金锁舌的防变形控制与竞技级精度提升(低温环境稳定性测试);线切割设备选型指南(针对锁舌斜面切割、多孔位批量加工的功率与精度匹配);实操关键(雪季前锁舌组件维护); 行业案例(世界冠军级选手定制固定器中的锁舌结构切割实例)等。欢迎关注【智凯数控】或私信咨询!我们提供从智能锁精密件到雪具硬件的全流程技术方案,助您实现高强耐蚀、零误差啮合的竞技级固定系统升级! 




