

从放电原理到工艺优化:中走丝线切割实现连接器精密端子高精度加工的完整方案
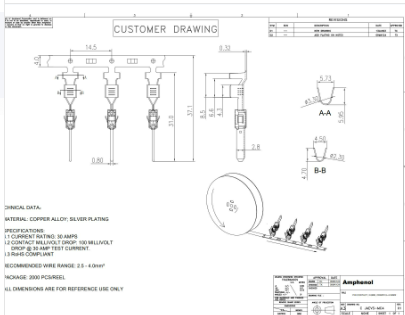
连接器精密端子是连接器的核心导电部件,用于稳定传输信号或电流。通常由铜合金等材料制成,具有高精度、高导电性和耐插拔特性。广泛应用于电子设备、汽车、通信等领域,确保低电阻、高可靠的电接触,满足微型化、高速传输需求。
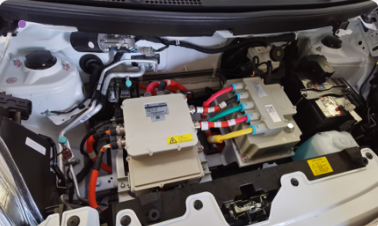
新能源汽车三合一电源
本文智凯数控工加在床小编,将会对ZKA500中走丝线切割机床在加工精密端子的电加工。考参供原理,行业标准,电加工设备,加工流程,加工过程注意事项环节做出详细阐述,为加工厂家和试样检测机构提供参考。
一、电加工原理
中走丝线切割加工精密端子的原理基于电火花放电腐蚀:钼丝与工件在绝缘液中保持微间隙,高频脉冲电压击穿间隙产生瞬时高温(约10000°C),熔化并气化金属。
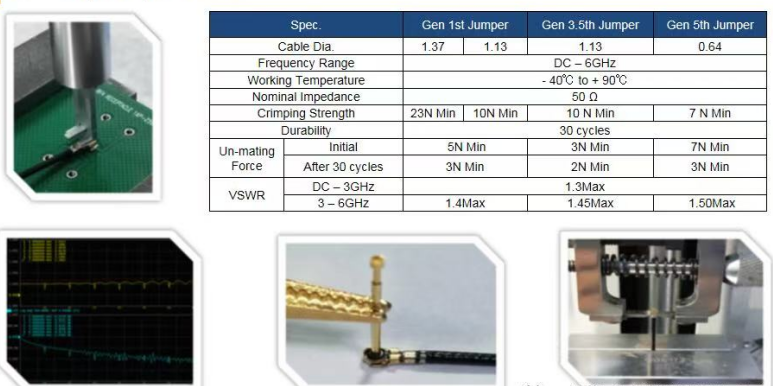
典型应用:5G通讯端子、汽车连接器插针、微型电子设备弹片等精密导电部件。

二、行业标准
精密端子的标准体系涵盖国际、国家和行业三个层级,不同标准针对材料、尺寸、电气及机械性能等提出要求。以下是核心标准分类及典型示例:
1. 国际标准
IEC(国际电工委员会)
IEC 60512:连接器电气/机械性能测试标准(如接触电阻、插拔寿命)。
IEC 61076:工业用连接器通用规范,含端子尺寸与公差。
ISO(国际标准化组织)
ISO 8092:汽车电子连接器标准(如端子材料耐腐蚀性)。
2. 国家标准
中国(GB/T)
GB/T 5095(等效IEC 60512):电子设备用连接器试验方法。
GB/T 18290:无焊压接端子技术要求。
美国(ANSI/UL)
UL 1977:商用连接器安全标准(端子载流能力)。
日本(JIS)
JIS C 5402:连接器接触件环境性能测试。
3. 行业标准
汽车电子
USCAR-2(美国汽车工程委员会):端子插拔力、振动可靠性。
LV214(德系车企):高压端子电气性能。
消费电子
EIA-364(美国电子工业协会):端子机械耐久性测试。
关键差异
国际标准(如IEC)侧重通用性,国标(如GB)常等效国际标准但细化本地需求,行业标准(如USCAR)针对特定领域更严苛。实际选用需结合产品市场及下游客户要求(如车企常自定义技术协议)。
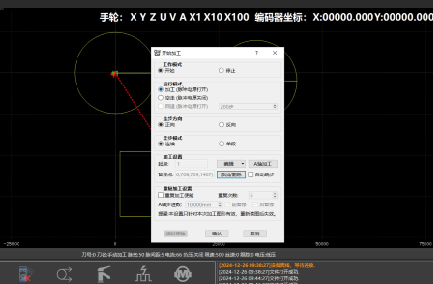
三、电加工设备
1.设备选择
智凯ZKA500

2.设备参数
行程:有效加工行程400*500
锥度:±6°/±15°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows10及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,六轴数控
四、加工流程
1.图纸分析与编程
使用CAD软件生成加工路径,优化切割参数(脉宽、间隙电压)。
2.工件装夹与定位
使用定制夹具(如真空吸盘或精密V型块)固定铜合金/不锈钢材料,确保无位移。
3.参数调节
采用多次切割工艺(粗切→精修),控制放电能量以减少塌角。
 五、注意事项
五、注意事项
1.材料选择与预处理
导电性验证:确保铜合金/不锈钢材料的导电性均匀,避免切割时放电不稳定。
应力消除:对硬质材料预先退火,防止切割变形。
2.过程监控
冷却液管理:保持电阻率(10~50kΩ·cm)和温度(20±2℃),防止断丝或材料氧化。
钼丝状态:每8小时检查丝径损耗,超过0.02mm需更换。
3.后处理要求
无损伤清洁:禁用化学腐蚀去毛刺,推荐激光或等离子清洗。
防锈措施:不锈钢端子需钝化处理,铜合金可镀镍保护。
以上就是关于连接器精密端子线切割加工的技术解析!通过智凯中走丝机床的微米级精度(±0.003mm)和自适应放电技术,可稳定加工0.3~5mm规格的端子,并符合IEC 60512/USCAR-2等严苛标准。您是否还想了解:混合动力、电动车电池系统、电机控制器、充电接口 、机器人、采矿机械、工业控制系、病患监护仪、便携式医疗设备、航空电子、无人机控制系统、太阳能逆变器、储能系统等精密连接器端子的电加工制造工艺?智凯提供全系列解决方案:ZKA400:适合微端子和弹片加工,针对大尺寸外壳和插片。关注【智凯数控】,获取更多连接器各种零件加工方案!




