

中走丝线切割机床加工自行车链轮部件:设备选型、操作与标准解读
在现代自行车(见图1)制造业中,链轮(见图2)作为基础传动器具,其可靠性直接影响整车性能的稳定性。随着自行车向轻量化、高效率方向发展,链轮的失效分析工作变得尤为重要。通过研究链轮磨损、断裂等故障模式,可以优化材料选择和结构设计,从而提高自行车传动系统的耐用性和整体性能。

图1 自行车 图2 链轮
智凯数控小编将针ZKH550中走丝线切割机床在链轮加工中的关键技术环节进行详细解读,为自行车零部件制造商及检测机构提供专业参考:电加工原理、行业标准、电加工设备、影响因素、加工流程、参数设置等核心内容。助力企业降本增效。如需获取《自行车链轮线切割技术白皮书》或设备演示,欢迎联系我们的技术团队!
一、电加工原理
中走丝线切割机床利用电火花放电原理加工金属链轮。钼丝电极与工件间形成高频脉冲放电,产生高温蚀除金属材料。工作液冷却并冲走蚀除物,确保加工稳定。通过数控系统精确控制钼丝轨迹,可高效加工高硬度链轮的复杂齿形,精度高、表面质量好,适用于自行车传动零件的精密制造。
二、行业标准
国际标准
1. ISO 606(国际标准化组织)
2. ISO 9633(链轮安装标准)
国家标准(GB)
1. GB/T 10855-2016(自行车链轮和飞轮)
2. GB/T 3579-2021(自行车链条)
三、电加工设备
1. 设备选择(见图3)
智凯ZKH550五轴数控线切割机床

图3 智凯ZKH550
2. 设备参数
行程:有效加工行程550*450
锥度:±6°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows7及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,五轴数控
3. 功能介绍
可随意将X/Y轴进行交换适应不同的加个状态及工作习惯。自由设置线控器的移动速度
操控系统智凯独创中走丝控制系统
最大指令值 +99999.99 mm
具有螺距补偿功能
全自动顺序控制
四、影响因素
1.材料变形:加工时热应力或机械力导致链轮齿形畸变,影响精度。
2.特殊材质(如钛合金、碳纤维):硬度高或导热性差,增加电加工难度,需调整参数(如脉冲能量、走丝速度)。
五、加工流程
1. 将毛料擦拭干净
2. 专用夹具固定股基本
3. 图形导入生成加工轨迹(见图4)
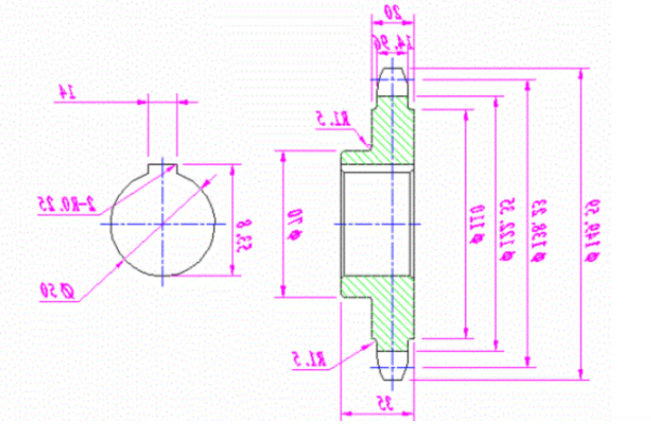
图4 加工图纸
4. 软件点“开水”检查是否正常
5. 点“加工”一键开始运丝、高频、冲水
6. 开始加工中(见图5)

图5 加工
试加工
1. 调整高频电源程序
2. 调整加工参数(见图6)
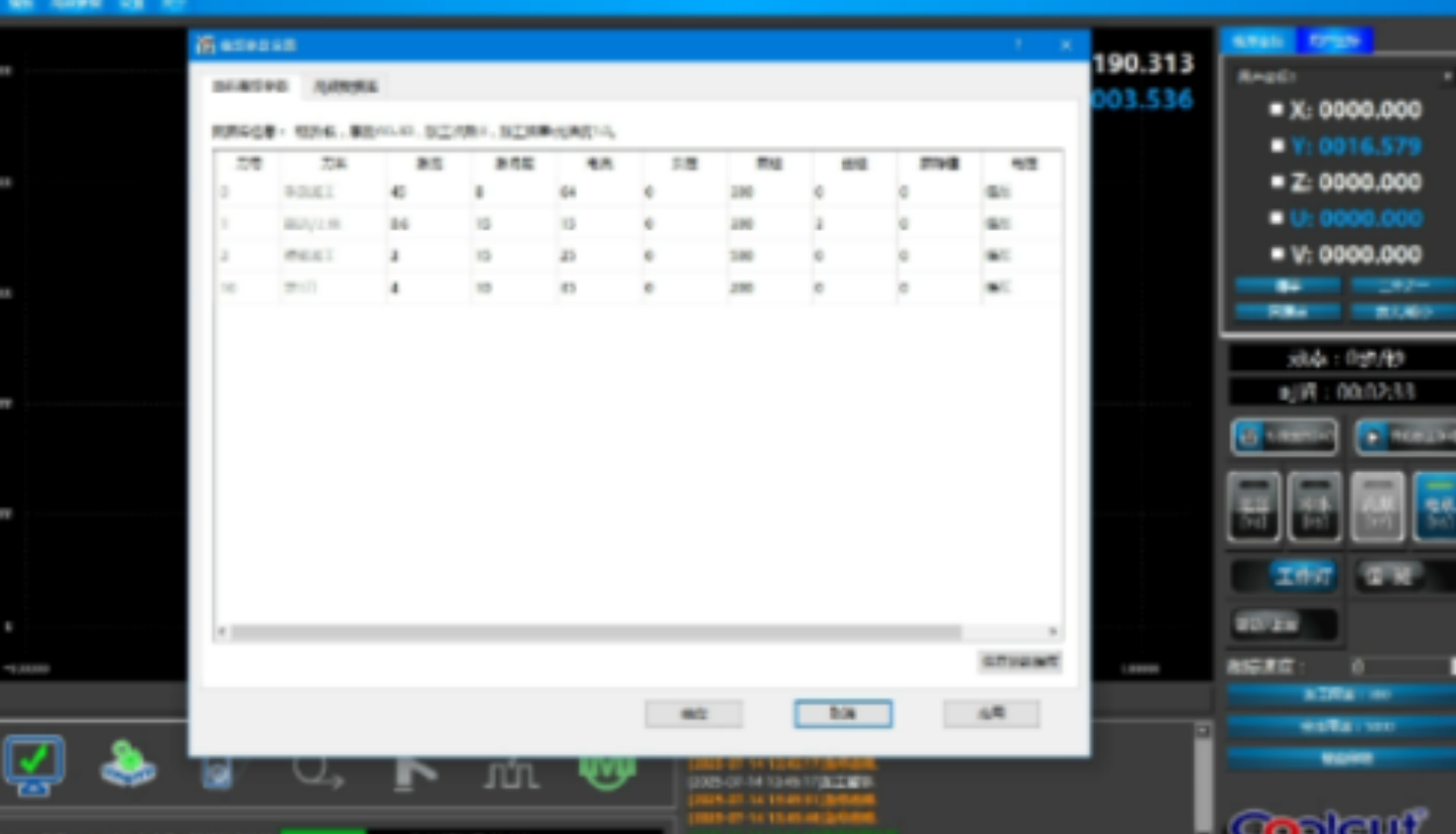
图6 参数图
3. 继续加工
4. 成品OK,无灼烧、发黑变色等问题(见图7)

图7 成品
七:样品清洁
1. 抹布:擦掉表面切削液和残渣
2. 清洁仪器:超声波
八:检测工具
1.测量工具
2.千分尺和光洁度测试仪,
3.定期校准测试设备,确保测量精度
4.操作人员需经过专业培训,熟悉标准要求。

图8 检测工具
以上是关于自行车链轮在中走丝线切割加工中的相关介绍,希望对您有所帮助!若您想进一步了解:链轮的高效加工方案(如齿形优化、批量生产技巧)、变速系统关键部件(如飞轮、曲柄)的线切割工艺细节、钢材/钛合金链轮的变形控制与精度提升方法、中走丝设备选型指南(功率、精度匹配链轮需求)实操技巧(参数设置、常见问题解决)、行业案例(高端自行车链轮切割实例)。欢迎关注【智凯数控】!我们提供专业支持,助您实现高质高效加工! 




