

拖拉机液压系统液压阀块加工如何?中走丝线切割机床告诉你答案!(附操作指南)
液压阀块(见图1)是拖拉机液压系统的核心控制元件,负责调节油液流向、压力和流量,直接影响转向、提升和制动等关键功能的稳定性和效率。其应用涵盖悬挂农具控制、动力输出分配等场景,要求高精度和可靠性。痛点包括阀块内部油道设计复杂易泄漏、污染物敏感导致堵塞或磨损,以及长期高压作业后的疲劳失效,这些都可能引发系统故障,增加维护成本。优化设计、提升材料耐压性及加强过滤是行业主要改进方向。
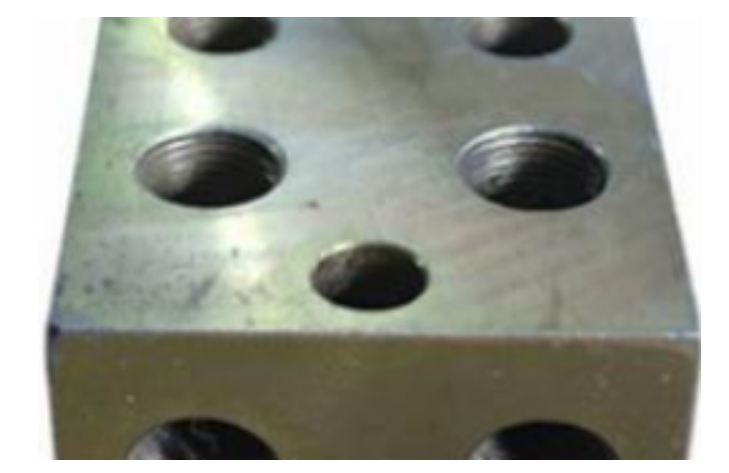
图1 液压阀块
目前拖拉机(见图2)液压阀块最常用的加工方式是数控铣削与钻孔工艺,即通过加工中心对金属毛坯(如铝合金或锻钢)进行铣削、钻孔等工序,形成复杂内部油道。其优势在于工艺成熟、成本可控,适合批量生产,且能保证较高的尺寸精度和表面粗糙度。然而,弊端明显:传统钻孔工艺导致油道多为直孔或简单斜孔,易产生湍流和压力损失;交叉孔处易残留毛刺,需额外去毛刺工序(如高压水或热能爆炸处理),否则可能引发泄漏或污染。此外,设计灵活性低,修改成本高,难以优化流道形状。

图2 拖拉机
中走丝线切割加工技术是一种介于快走丝和慢走丝之间的电火花线切割工艺,采用镀锌黄铜丝(直径0.1-0.2mm)作为电极,通过高频脉冲放电腐蚀金属实现切割。其走丝速度(6-12m/s)高于慢走丝但低于快走丝,兼具一定加工精度(±0.003mm)和较高效率。该技术支持多次切割,首刀高速粗加工,后续精修以提高表面质量(Ra≤0.7-1.4μm),适用于模具钢、硬质合金等难加工材料。优势在于性价比高,维护成本低于慢走丝;缺点是电极丝损耗较大,长期使用后精度会下降,且对工作液清洁度要求较高,适合中小批量精密零件加工。
中走丝线切割加工相比数控铣削在拖拉机液压阀块制造中具有精度更高,减少配合面泄漏风险;复杂油道成型能力强,可加工任意曲线油路,优化液压性能;无机械切削力,避免薄壁结构变形,特别适合高精度阀块;一次成型交叉孔,无毛刺残留,降低后续处理成本的优势。
不同于传统液压阀块常用的铸铁和碳钢材料,拖拉机液压阀块通常选用轻量化且易加工的铝合金6061(见图3)。本文所设计的液压阀块试样材料与拖拉机液压系统结构件材料一致,均为铝合金6061。该材料为可热处理强化铝合金,具有优良的强度重量比和耐腐蚀性,适用于制造复杂流道的液压控制部件。尽管该铝合金材料在高压液压系统上的应用相对受限,但中走丝线切割工艺属于精密加工,对材料适应性广,能够满足液压阀块高精度油道的加工需求。
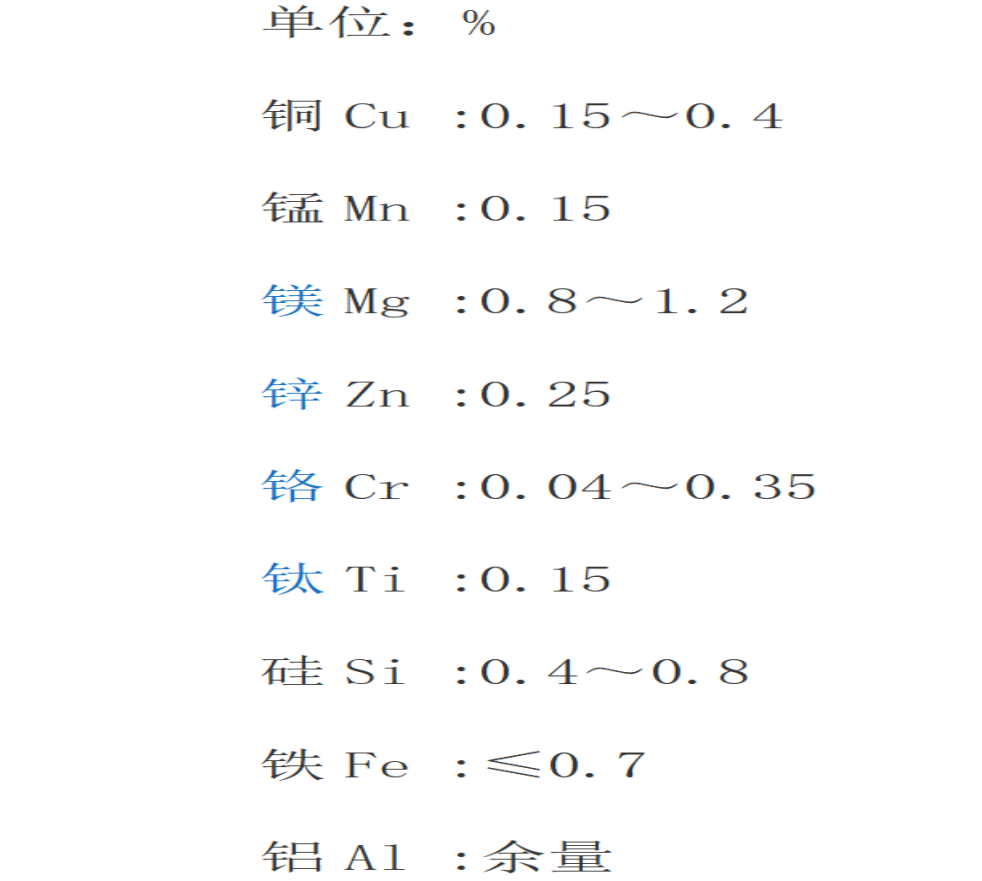
图3 铝合金6061化学成分图
本文以拖拉机液压阀块为研究对象,通过对行业标准、加工设备、加工流程、参数设置、三坐标检测和粗糙度检测进行测试。本研究验证了中走丝工艺加工液压阀块的可行性,为拖拉机液压阀块提供了新的技术路线。
行业标准
国际标准
1. ISO 7368:2025
《液压流体动力—两通插装式阀块—腔体》
规定了插装式阀块的腔体尺寸、材料、密封性等要求,适用于液压阀块的制造。
2. ISO 230-1
《机床几何精度检验》
适用于中走丝线切割机床的精度检测,确保加工尺寸符合液压阀块的高精度需求。
国家标准
1. JB/T 15128-2025
《拖拉机 液压多路换向阀》
中国机械行业标准,规定了拖拉机液压阀块的技术要求、试验方法及检验规则。
2. GB/T 17421.1
《机床检验通则 第1部分:几何精度》
适用于中走丝线切割机床的加工精度控制。
3. JB/T 10082
《精密机械加工通用技术条件》
涵盖液压阀块的尺寸公差和表面粗糙度要求。
加工设备
1. 设备选择(见图4)
智凯ZKH550五轴数控线切割机床
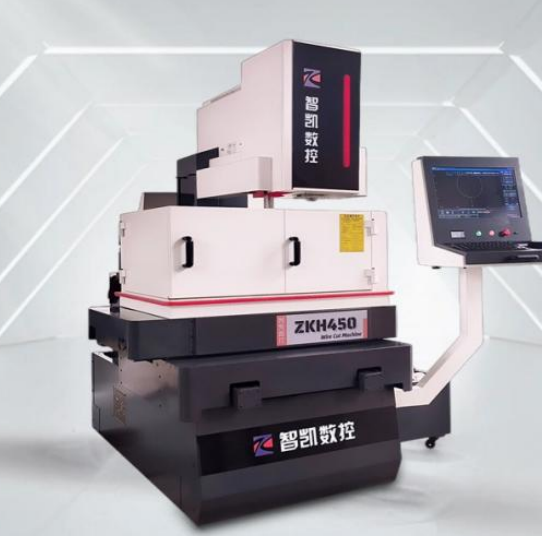
图4 智凯ZKH550
2. 设备参数
行程:有效加工行程550*450
锥度:±6°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows7及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,五轴数控
3. 功能介绍
X、Y、U、V四轴移动采用交流伺服控制方式
控制系统采用标准ISO代码进行程序控制
编程系统具有将DXF文件直接转成ISO代码功能
可实现X、Y、U、V四轴联动,进行锥度和异形面加工(Z轴电动升降)
多坐标系统功能可以在各工件之间迅速切换;
自带编程图形、自动编制代码程序。多CPU功能实现加工和编程同时进行;
平行补偿、清角设定,程序镜像,拐角优化、比例缩放等超级功能开放,让操作变得简单轻松;
激光螺距校准,螺距补偿数据实时开启;
可随意将X/Y轴进行交换适应不同的加个状态及工作习惯。自由设置线控器的移动速度;
具有螺距补偿功能
全自动顺序控制
停电记忆功能;
自动回垂直
无人值守加工功能;
加工流程
1. 将基板表面测试干净
2. 专用夹具固定股基本
3. 图形导入
4. 软件点“开水”检查是否正常
5. 点“加工”一键开始运丝、高频、冲水
6. 开始加工中
参数设置
试加工:
1. 试加工材料

图5 加工材料
2. 导入图纸
图6 图纸
3.设置参数
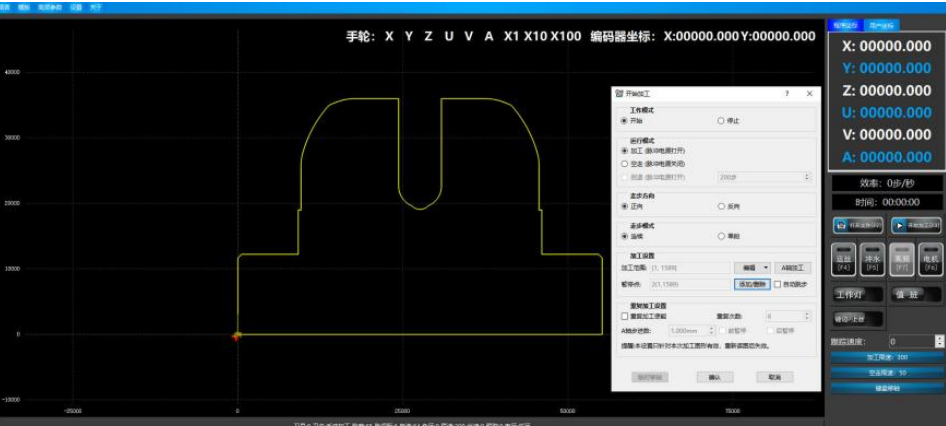
图7 参数
3. 开机检查后
4. 开始加工

图8 加工
5. 工件切割完成掉落
样品,成功:如下图
成品OK,无灼烧、发黑变色等问题

图9 成品
三坐标检测
为验证中走丝线切割加工的拖拉机液压阀块油道轮廓公差,采用三坐标测量机进行高精度检测。选用液压系统常用的铝合金6061标准样块作为基准,通过接触式测头对阀块试样进行三维轮廓扫描,重点检测交叉油道孔径、过渡圆角及流道表面质量。测量点间距设置为0.1mm,采样速度控制在2mm/s,确保复杂内部流道的测量覆盖度。检测系统温度补偿精度达±1μm,重复定位精度≤3μm,可精确评估阀块流道的尺寸偏差和形位公差,确保整体加工精度控制在±5μm以内,满足ISO 7368等液压元件标准对油道精度的严格要求。

图10 三坐标示意图
粗糙度检测
对拖拉机液压阀块试样进行表面粗糙度检测,通过与标准
粗糙度样块进行对比,确定拖拉机液压阀块加工表面的粗糙度
等级。检测结果表明,拖拉机液压阀块试样加工表面粗糙度为
Ra0.7-Ra1.4,满足Ra ≥0.7 的要求。
若您希望进一步探索液压阀块的高效加工方案(如异形流道优化液压效率、高压动态密封结构设计);拖拉机液压系统核心部件(如多路阀、泵体连接块)的精密加工工艺;铝合金/锻钢阀块的抗疲劳强化与精度提升(极端工况稳定性测试);线切割设备选型指南(针对深孔交叉油道、复杂型腔加工的效率与精度平衡);实操关键(农忙季前液压系统维护、工作压力参数设置);行业案例(国际一线农机品牌液压阀块线切割加工实例)等。欢迎关注【智凯数控】私信咨询!我们提供从液压阀块到拖拉机液压系统的全流程技术方案,助您实现高密封性、零泄漏的可靠液压系统升级!




