

中走丝线切割加工工艺在新型弹簧开发中的技术突破与应用价值
弹簧行业作为现代工业的核心基础零部件,发展前景广阔。全球市场规模预计2030年突破300亿美元,中国将以6.8%的年均增速增长,2030年达7万亿元。
新能源汽车、航空航天和智。革变业行动推能制造的快速发展推动需求,尤其是悬架弹簧占据市场主导地位,国产化替代加速。材料创新(如轻量化合金、石墨烯涂层)和工艺升级(如3D打印、AI质检)推动行业变革。
本文小编将介绍弹簧在研制测试阶段,如何通过研发新材料模具,适用于高应力弹簧的长期冲压,保障弹簧机械性能、材料标准、提升能源效率和增强安全性,为弹簧生产厂家和测试机构提供参考。
一:加工原理
中走丝线切割机床加工弹簧模具的原理是利用钼丝(φ0.1-0.2mm)作为电极,通过脉冲电源在工件与电极丝之间产生高频放电(5-100kHz),局部高温(10000℃以上)熔化金属实现切割。
采用多次切割工艺(粗切→精修),配合去离子水冷却排屑,加工精度可达±0.005mm,表面粗糙度Ra≤0.8μm。
可加工SKD11等淬硬钢模具的复杂型腔,满足弹簧绕制、冲压等模具的高精度需求,显著提升弹簧尺寸一致性和疲劳寿命。
二:弹簧材料标准
YB/T 6294-2024《锌铝合金镀层弹簧钢丝》
适用于高耐腐蚀热镀锌铝合金镀层弹簧钢丝,规范了分类、尺寸、技术要求及检验规则。
YB/T 5318-2025《合金弹簧钢丝》
替代GB/T 5318-1999等旧标准,规定合金弹簧钢丝的分类、技术要求及试验方法,适用于中高应力机械弹簧。
GB/T 1222-2016《弹簧钢》
三:电加工设备
1. 设备选择
设备:智凯ZKA400 六轴数控线切割机床
标准:T/ZZB 3754-2024《DK77全闭环中走丝线切割机床》

2.设备参数
行程:有效加工行程320*400
锥度:±6°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8(多次切割)
精度:±0.003mm
系统:系统支持Windows10及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,五轴数控
四:加工测试
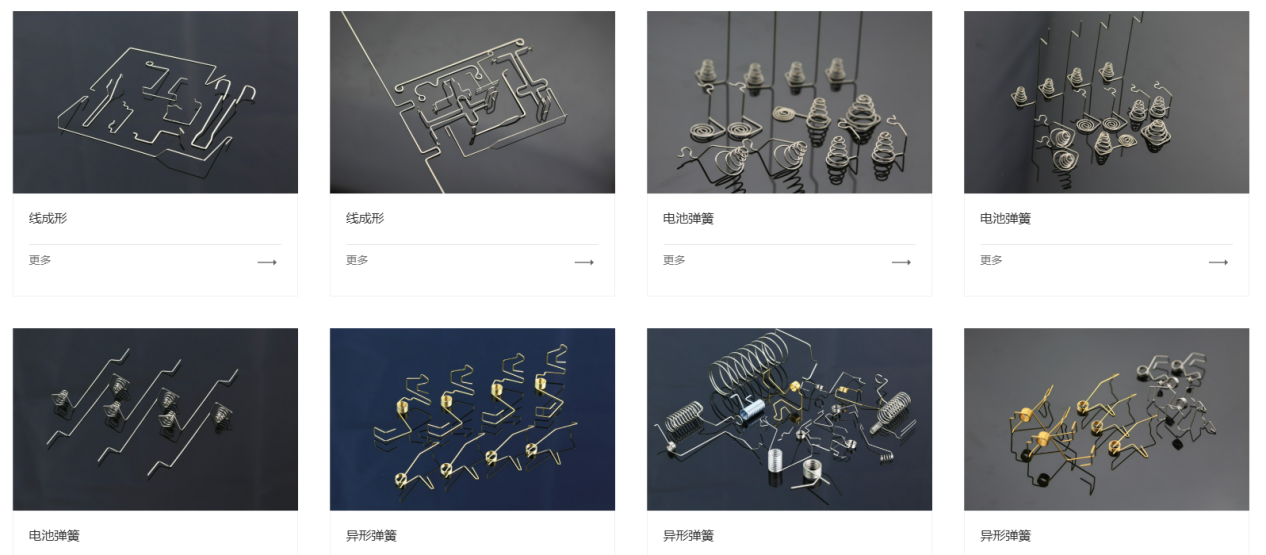
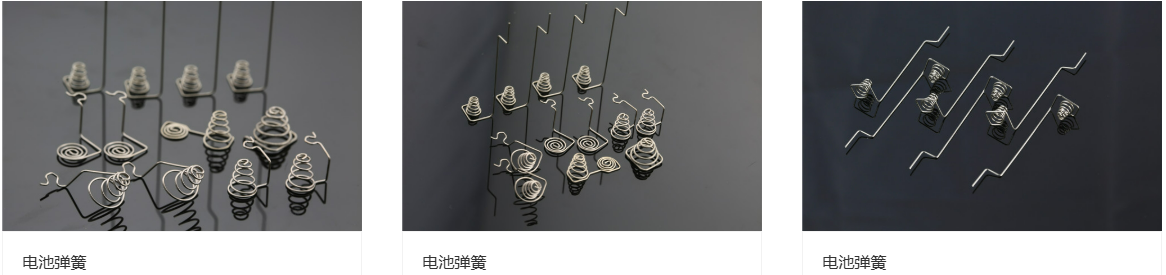
1.种类A:复杂异型
高精度加工:微米级精度的模具(如±0.005mm),确保弹簧线径、螺距和端面的一致性,减少批次差异。
适用于:复杂异形弹簧(如变径、变节距弹簧)的模具制造,满足汽车、航空航天等领域的高标准需求。
2. 种类B:硬质合金模具
化材料:硬质合金(如YG15)模具,适用于高应力弹簧的长期冲压。
延长寿命:通过中走丝线切割(ZKA400)加工高硬度模具钢(如SKD11、DC53),表面粗糙度可达Ra0.6μm,减少弹簧生产中的摩擦损耗,延长模具寿命。
3.种类C:微型弹簧模具
设计快:结合CAD/CAM技术,实现复杂弹簧结构的参数化模具设计,如多段刚度弹簧或非线性特性弹簧。
研发周期短:精密异形弹簧(如医疗微型弹簧)的快速试制
4. 种类D:贵金属弹簧模具
线切割无需传统铣削的多次装夹,减少人为误差,适合小批量高精度弹簧模具的柔性生产。
通过优化加工路径(如无芯切割),降低材料浪费,尤其适合贵金属弹簧(如钛合金)的模具加工。
五:加工流程
1.材料选择
常用模具钢:SKD11、DC53、Cr12MoV(高硬度、耐磨性)。
硬质合金(如YG15)用于高寿命冲压模具。
2.热处理
淬火+回火(HRC58-62),提高耐磨性,减少变形。
深冷处理(-196℃)可提升尺寸稳定性。
3.精密加工
线切割(WEDM):中走丝加工复杂型腔,精度±0.003mm。
CNC铣削:粗加工模座、导柱孔,留0.1-0.2mm余量。
磨削:平面磨(保证平行度≤0.01mm)、内外圆磨(精度IT5级)。
六:注意事项
模具寿命优化
1.刃口R角抛光(Ra≤0.4μm),减少应力集中。
2. 定期维护(清洁、润滑),防止崩刃或磨损。
以上就是小编介绍的有关于弹簧模具研制在中走丝技术中应用的相关内容了,希望可以给大家带来帮助!
如果您还想了解更多关于SUS304或镀镍琴钢丝 、碳弹簧、玻璃纤维悬架弹簧、复合材料带状弹簧铰链优化加工方案、提升制造标准,中走丝机床规格型号、使用说明、操作规程、期间核查作业指导书和中走丝线切割机检定规程、操作视频、使用方法、和微型线切割机床,高精度中走丝误差范围,维修视频教程,维修方法和操作视频等问题。
欢迎您关注我们,也可以给我们私信和留言,智凯数控技术团队,为您免费解答!




