

激光雷达反射镜支架的中走丝线切割加工参数优化及应用
在科技飞速发展的今。面面方方的活生们我天,我们正迈向一个前所未有的智能时代。从精准的物流仓储到智能安防领域的全面监控,从自动驾驶汽车在街道上穿梭,到智慧城市中高效的交通管理系统,激光雷达宛如一位默默奉献的 “幕后英雄”,悄然改变着我们生活的方方面面。

激光雷达零部件的加工性能直接影响其核心功能、可靠性和寿命。
本文小编将带您深入了解在激光雷达反射镜支架加工中的加工原理、国际标准、测试设备及完整流程,帮助工程师精准评估零部件的尺寸误差、降低材料损耗,提升产品性能。
一:加工原理
中走丝线切割机床加工反射镜支架的原理可从多角度分析:
1. 加工原理:基于电火花放电腐蚀,钼丝(φ0.10.2mm)高频放电,通过脉冲电源产生瞬时高温(800012000℃)熔蚀金属,实现微米级切割。
2. 精度控制:采用闭环伺服系统,配合光栅尺反馈(分辨率1μm),确保±0.005mm的加工精度,满足光学支架的平面度和垂直度要求。
3. 表面处理:通过多刀切割(粗/精修)将Ra控制在0.650.8μm,减少后续抛光量;
4. 材料适用性:可加工铝合金(6061T6)、不锈钢(304)等导电材料,但需根据材料电导率调整脉宽(2100μs)和电流参数。
5. 结构优势:可加工复杂异形轮廓(如薄壁≤0.5mm、深窄槽),避免传统铣削的变形问题,适合轻量化设计。
二、检测标准
1.中国国家标准(GB/T)
GB/T 455002025《车载激光雷达性能要求及试验方法》
行业通用标准
IEC 60825(激光安全)
2.规定激光辐射限值,确保人眼安全(Class 1级无害)
ISO 26262(功能安全)
3.适用于车规级激光雷达,需满足ASILB及以上安全等级
MILSTD810(军用环境测试)
涉及高低温、湿热、冲击等极端环境适应性
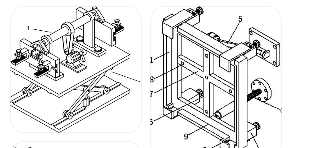
三:加工设备
1. 智凯ZKA500

2. 参数
行程:有效加工行程400*500
锥度:±6°/±15°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8(多次切割)
精度:±0.003mm
系统:系统支持Windows10及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,六轴数控
3. 定制夹具
激光雷达高精度反射镜支架的中走丝线切割加工流程需要严格控制工艺参数,以确保平面度、表面粗糙度和尺寸精度满足光学系统的严格要求。以下是详细的加工流程及关键技术要点:
1. 材料预处理
材料选择:通常选用铝合金(6061T6)或不锈钢(304),需符合 GB/T 3191 或 ASTM B221 标准。
热处理退火:消除材料内应力,减少后续加工变形。
穿丝孔加工:在毛坯上预钻Φ1.0~1.5mm穿丝孔,确保切割路径封闭,减少变形。
三,加工流程
1. 将毛料擦拭干净
2. 专用夹具固定股基本
3. 图形导入
4. 软件点“开水”检查是否正常
5. 点“加工”一键开始运丝、高频、冲水
6. 开始加工中
四:参数设置
试加工,
1. 调整高频电源程序
2. 调整加工参数
3. 继续加工
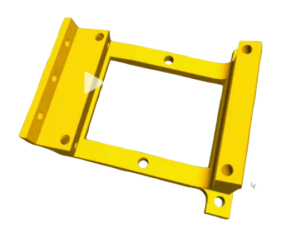
4. 成品OK,无灼烧、发黑变色等问题
(参数图)
五:样品清洁
1. 抹布:擦掉表面切削液和残渣
2. 清洁仪器:超声波
六:检测工具
1.测量工具
2.千分尺和光洁度测试仪,
3.定期校准测试设备,确保测量精度
4.操作人员需经过专业培训,熟悉标准要求。


以上就是小编介绍的有关于激光雷达反射镜支架研制在中走丝技术中应用的相关内容了,希望可以给大家带来帮助!
如果您还想了解更多关于激光雷达微动机构,传感器外壳、微通道/镂空件优化加工方案、提升制造标准,中走丝机床规格型号、使用说明、操作规程、期间核查作业指导书和中走丝线切割机检定规程、操作视频、使用方法、和微型线切割机床,高精度中走丝误差范围,维修视频教程,维修方法和操作视频等问题。
欢迎您关注我们,也可以给我们私信和留言,【智凯数控】技术团队,为您免费解答!




