

想知道轴承座的耐磨衬套加工流程吗?智凯中走丝机床加工指南来啦!
轴承座是支撑和固定轴承的机械部件,确保轴承稳定运转,通常由铸铁或钢制成,用于连接设备与轴承,减少摩擦和振动。
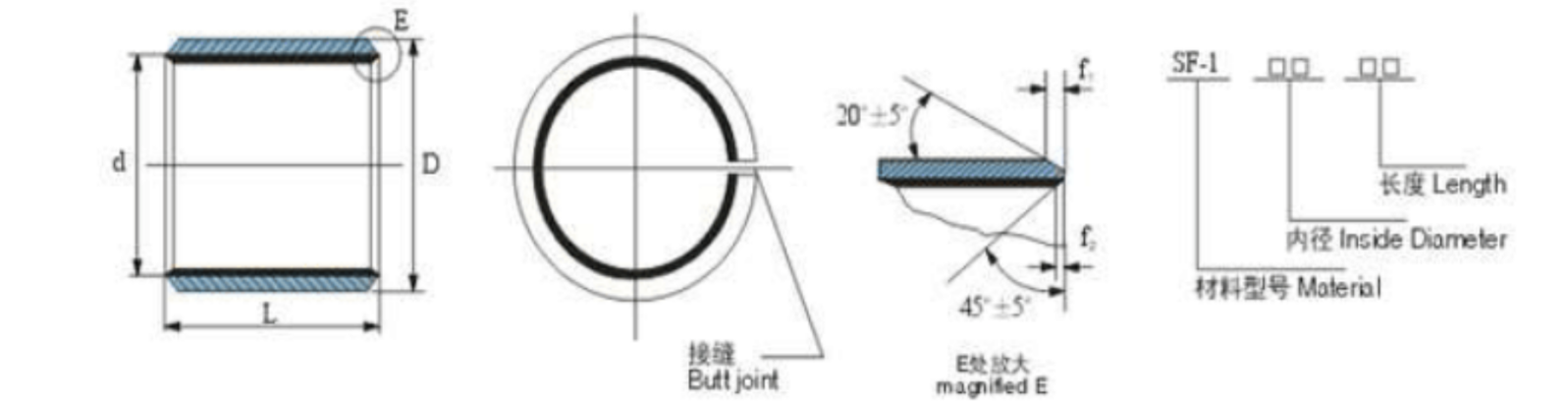
耐磨衬套在轴承座。本成护维低降中保护轴承孔,减少摩擦和磨损,延长使用寿命,同时便于更换,降低维护成本。
本文的工加智凯数控小编将带您深入了解轴承座零件加工的电加工工原理、行业标准、加工设备、加工流程及常见问题和解决方案,帮助工程师精准了解轴承座零件的相关线切割知识。

轴承
一、电加工原理
中走丝线切割机床利用电火花放电原理加工耐磨衬套。钼丝作为电极,在脉冲电源作用下与工件间产生高频放电,瞬间高温蚀除金属。工作液冷却并冲走碎屑,同时维持放电间隙。

耐磨衬套
二、行业标准
1. 国际标准(ISO)
ISO 3547:滑动轴承—金属多层轴承材料(涉及耐磨衬套材料规范)。
ISO 4378:滑动轴承—术语、分类及符号(涵盖耐磨衬套设计参数)。
ISO 199:滑动轴承—整体轴套的尺寸与公差(适用于部分耐磨衬套)。
2. 国家标准(GB)
GB/T 18324-2001:滑动轴承—铜合金轴套(适用于耐磨铜衬套)。
GB/T 2889-2008:滑动轴承—术语、定义和分类(涵盖耐磨衬套技术规范)。
GB/T 12613-2021:滑动轴承—卷制轴套(部分耐磨衬套适用)。
三、加工设备:
1. 智凯ZKA400

2. 参数
行程:有效加工行程400*320
锥度:±6°/±15°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows10及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,六轴数控
操作简单
l 激光螺距校准,螺距补偿数据实时开启;
l 可随意将X/Y轴进行交换适应不同的加个状态及工作习惯。自由设置线控器的移
3. 专用夹具
定位、装夹稳定性、精度保持
四、加工流程
1.材料准备:选用耐磨合金钢或铜合金,切割成衬套毛坯,确保尺寸留有余量。
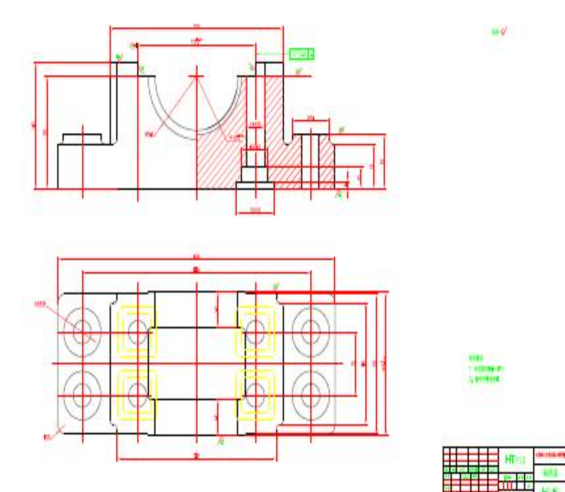
2.中走丝加工:用中走丝线切割机床按图纸编程,精细切割内孔、外圆及键槽,保证尺寸精度和表面光洁度。
4. 后处理:去毛刺、抛光,必要时进行热处理(如淬火)或表面涂层(如镀硬铬),以增强耐磨性。
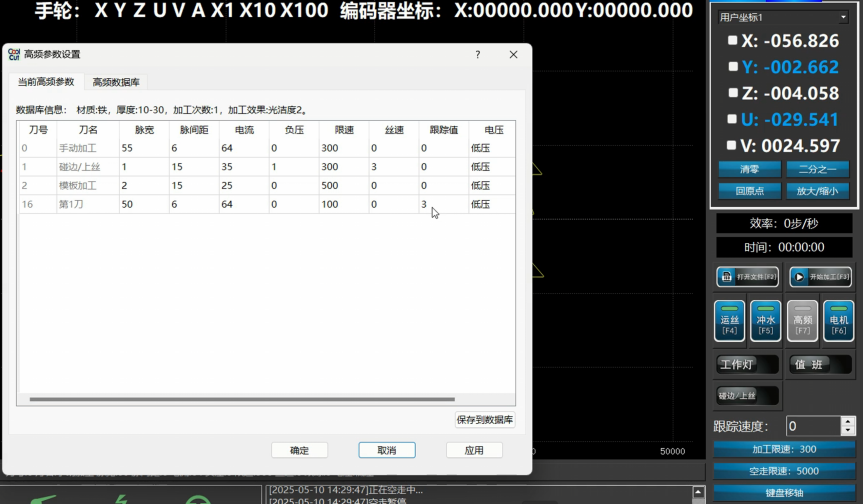
5.设置参数:输入电流、脉宽等电参数,选择精修次数。
在中走丝线切割加工耐磨衬套过程中,材料变形的主要原因包括:
1.残余应力释放:材料在铸造、锻造或热处理过程中产生的内部应力,加工时因去除部分材料导致应力重新分布,引发变形。
2.热影响区(HAZ)效应:线切割的放电高温使局部材料受热膨胀后冷却收缩,产生热应力,导致尺寸变化或翘曲。
3.切割参数不合理:过大的电流、电压或切割速度会导致局部过热或材料去除率过高,加剧应力集中和变形。
解决方案
1. 优化材料预处理
2. 合理选择切割参数
3. 多次切割减少热影响
以上就是关于轴承座的耐磨衬套在中走丝线切割技术中应用的相关介绍,希望对您有所帮助!
如果您还想了解更多关于:耐磨衬套的高精度加工方案,轴承座关键部件(如定位孔、密封槽)的线切割工艺优化,硬质合金/淬火钢零件的应力控制与变形预防,中走丝机床的规格选型、操作规程及维护指南,高精度切割(误差≤0.01mm)的参数设置与案例解析。欢迎关注我们,或直接私信留言!【智凯数控】技术团队将为您提供专业解答,助您提升加工效率与品质!




