

基于打印机的喷头外壳-中走丝线切割机床加工技巧
在现代打印设备。命寿用使和性定制造业中,喷头作为核心部件,其可靠性直接影响整机打印质量。随着设备向高精度、高速度方向发展,喷头外壳的失效分析工作变得尤为重要。通过材料特性检测、结构应力分析和流体模拟等手段,可有效识别喷头外壳的断裂、腐蚀等失效模式,为改进设计和选材提供依据,从而提升打印设备的稳定性和使用寿命。

打印机
喷头外壳
本文将围绕ZKA630系列中走丝线切割机床在打印机喷嘴外壳加工中的关键技术展开说明,包括:电加工原理、行业标准、电加工原理、加工全流程等核心内容。为打印机零部件制造商及质检单位提供专业的技术参考。
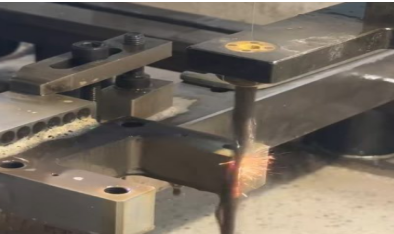
一、电加工原理
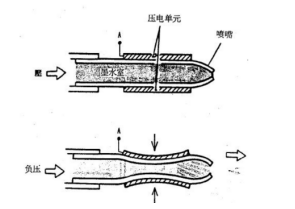
中走丝线切割利用钼丝电极放电腐蚀金属,通过脉冲电源产生高温融化喷嘴外壳材料,配合冷却液排屑,实现高精度切割。适用于复杂轮廓加工,保证喷嘴尺寸精度和表面质量。
二、行业标准
国际标准
1. ISO 9001 - 质量管理体系(制造流程规范)。
2. ISO 12759 - 流体系统元件标准(部分适用于喷墨打印头)。
3. IEC 62368-1 - 电子设备安全要求(电气兼容性)。
国家标准
1. 中国 GB/T 19001 - 等效ISO 9001(质量管理)。
2. GB/T 26125 - 电子电气产品有害物质限制(RoHS)。
3. JB/T 10082 - 精密机械加工通用技术条件(尺寸公差)。
三、电加工设备
1. 设备选择
智凯ZKA630高精度线切割中走丝

2. 设备参数
行程:有效加工行程630*500
锥度:±6°/±15°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows10及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,六轴数控
3.设备特点
超低电能损耗,高频电源节能80%
增加螺距补偿功能,提高定位精度
加工区、穿丝区需采用高亮照明灯,使得操作方便
四、加工流程
1. 将毛料擦拭干净
2. 专用夹具固定股基本
3. 图形导入
4. 软件点“开水”检查是否正常
5. 点“加工”一键开始运丝、高频、冲水
6. 开始加工中
五:参数设置
试加工
1. 调整高频电源程序
2. 调整加工参数

3. 继续加工
4. 成品OK,无灼烧、发黑变色等问题

五:样品清洁
1. 抹布:擦掉表面切削液和残渣
2. 清洁仪器:超声波
六:检测工具
1.测量工具
2.千分尺和光洁度测试仪,
3.定期校准测试设备,确保测量精度
4.操作人员需经过专业培训,熟悉标准要求。

以下是关于打印机喷嘴外壳在中走丝线切割加工中的相关介绍,希望对您有所启发!若您需要进一步了解:
喷嘴外壳的高精度加工方案、打印头关键部件(如微孔、流道)的线切割工艺优化、铜合金/不锈钢材料的变形控制与表面处理、中走丝机床选型指南与操作技巧、精密切割参数设定及实际案例分享。欢迎随时联系我们!【智凯数控】专业团队为您提供定制化解决方案,助力实现高效稳定加工!私信或留言即可获取一对一技术支持!




