

手机天线金属支架加工全攻略:中走丝线切割机床实操指南(附标准流程)
在现代移动通信设备中,天线金属支架(见图1 图2)作为关键射频组件,其可靠性直接影响手机信号传输质量。随着5G技术向高频化、高集成度方向发展,手机天线的失效分析工作变得尤为重要。需要重点关注材料疲劳、接触阻抗和电磁兼容性等失效模式,通过微观结构分析和射频性能测试确保产品可靠性。
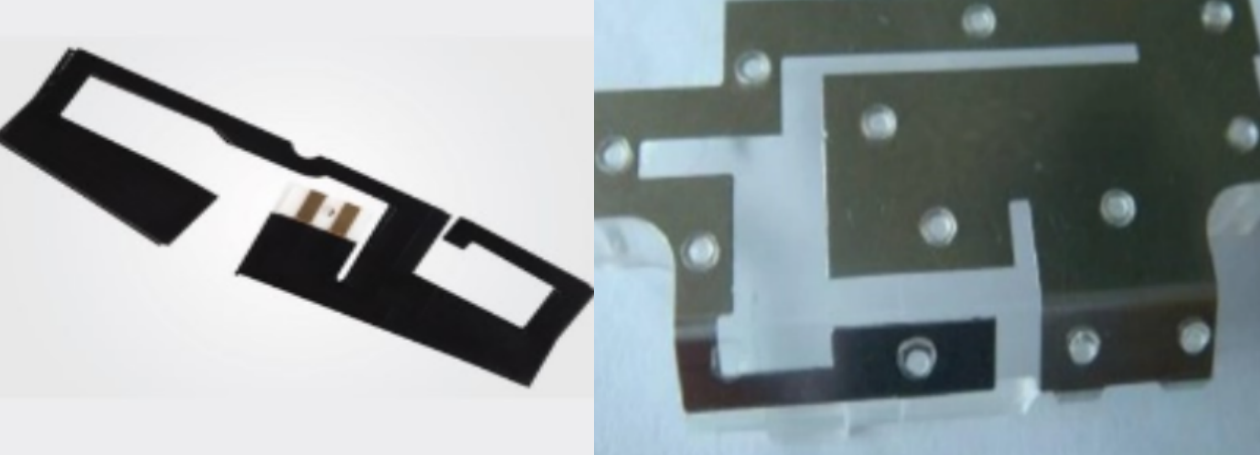
图1 手机天线 图2 天线金属支架
本文智凯数控小编,将为您详细解析ZKA500中走丝线切割机床在加工手机天线金属支架中的关键技术要点,包括:电加工原理、行业标准、设备选型指南、加工流程、参数设置、检测工具等核心内容。旨在为5G通信设备制造商和精密零部件加工企业提供专业的技术参考和工艺优化方案。
一、电加工原理
中走丝机床通过电极丝放电腐蚀金属材料,利用脉冲电源产生高频火花,在电解液冷却冲刷下精确加工天线金属支架,实现微米级精度的复杂轮廓切割。
二、行业标准
国际标准
1.IEEE Std 1720(天线系统与测量标准)
2.IEC 62209(人体暴露于无线设备电磁场的测量标准)
3.3GPP(5G/4G天线性能规范)
4.EN 301 489(欧盟无线电设备电磁兼容性标准)
国家标准
1.GB/T 17626(中国电磁兼容性测试标准)
2.YD/T 1484(移动通信终端天线性能要求)
3.GB 4943.1(信息技术设备安全标准)
4.SJ/T 11364(电子信息产品有害物质限用标准)
三、电加工设备
1.设备选择
智凯ZKA500高精度线切割中走丝

图3 智凯ZKA500
2.设备参数
行程:有效加工行程400*500
锥度:±6°/±15°
最大加工效率:≥300mm²/H
表面光洁度:Ra0.8μm(多次切割)
精度:±0.003mm
系统:系统支持Windows10及以上操作系统
画图:支持多种画图文件导入
精度高:四轴螺距补偿,六轴数控
3.功能介绍
可实现X、Y、U、V四轴联动,进行锥度和异形面加工(Z轴电动升降)
多坐标系统功能可以在各工件之间迅速切换;
自带编程图形、自动编制代码程序。多CPU功能实现加工和编程同时进行;
平行补偿、清角设定,程序镜像,拐角优化、比例缩放等超级功能开放,让操作变得简单轻松
加工模拟、图形跟踪显示功能
短路、断丝报警处理功能
自动对边、找中心等功能
四、加工流程
天线金属支架零件用于试加
选用铝合金或钛合金
1. 用于加工将毛料擦拭干净
2. 专用夹具固定股基本
3. 图形导入
图4 图形导入
4. 软件点“开水”检查是否正常
5. 点“加工”一键开始运丝、高频、冲水
6. 开始加工中
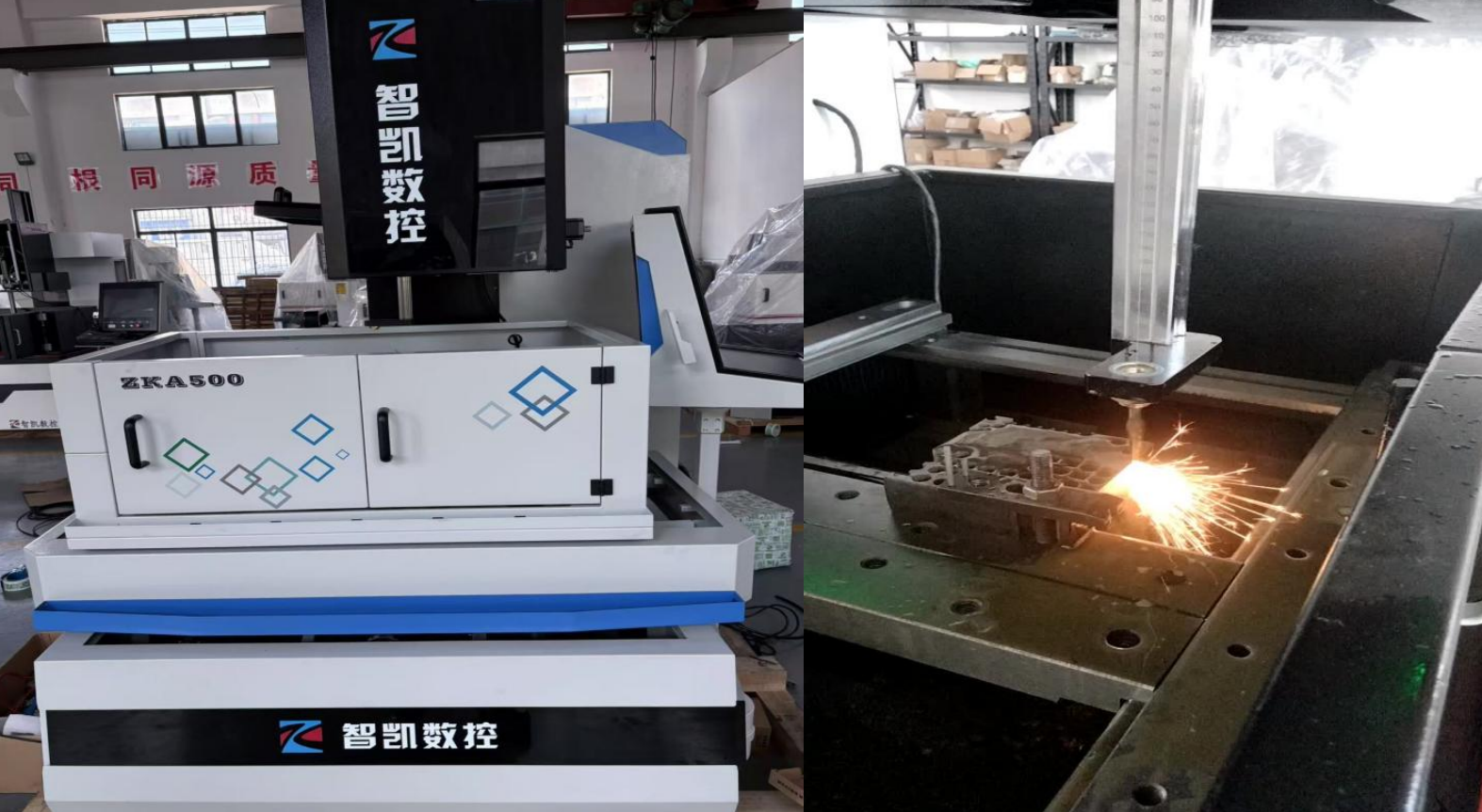
图5 加工图
五、参数设置
试加工
1. 调整高频电源程序
2. 调整加工参数

图6 参数图
3. 继续加工
4. 成品OK,无灼烧、发黑变色等问题

图7 成品图
六、检测工具
1.测量工具
2.千分尺和光洁度测试仪,
3.定期校准测试设备,确保测量精度
4.操作人员需经过专业培训,熟悉标准要求。

图8 检测工具
以上就是小编为您介绍的关于手机天线,天线金属支架的加工分析相关内容,希望能为您提供参考!如果您还想了解更多关于铝合金、钛合金、不锈钢或复合材料的加工工艺,包括视频演示、操作步骤、线切割机床的应用(附视频图解)、参数调整方法、使用注意事项及作业指导书,以及中走丝设备的操作规范、软件教程等技术问题,欢迎随时联系我们!【智凯数控】技术团队,深耕精密加工领域,提供从结构设计到工艺优化、设备维护的全流程技术支持,助力您攻克天线支架在强度、轻量化与信号稳定性方面的技术难题!




